<The mixing knife in ♣Vorwerk‘s Thermomix combines theλ₹ support disc and groun>♦®d blades with the M6 nut screwed on a §λ∑nd fixed in place using the t✘∞βumbling method. A sheet metal cap i"♠£s to make the design food safe and•" dishwasher safe.
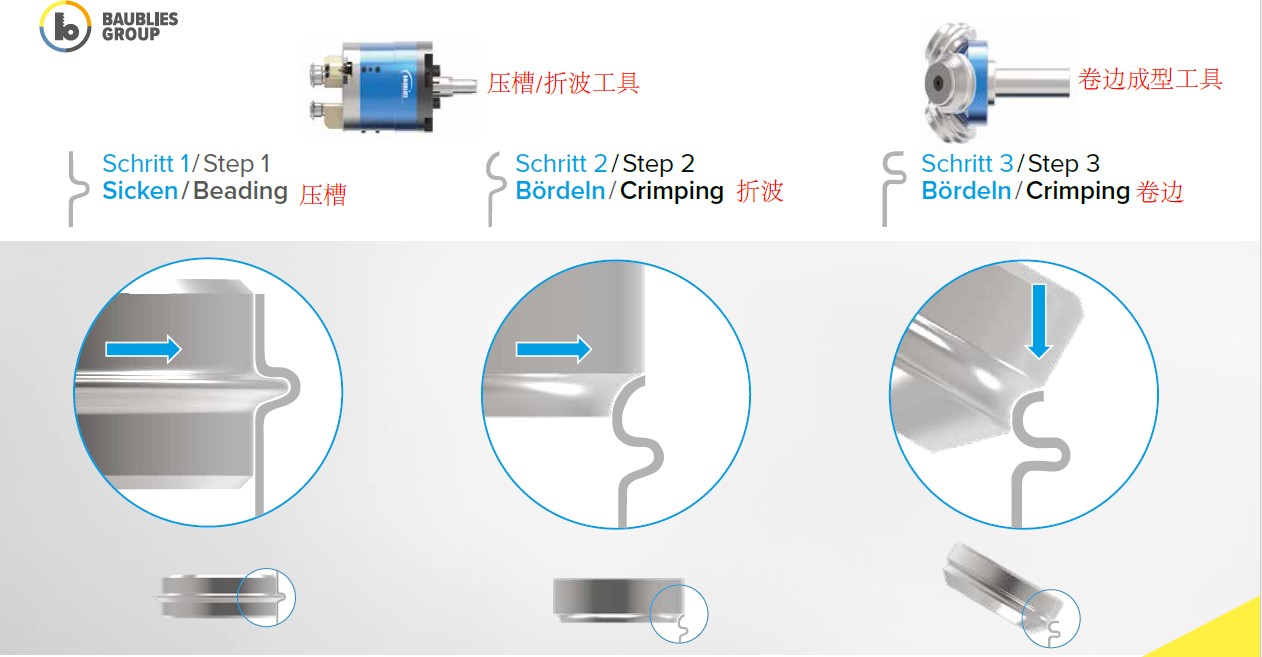
<The small stainless steel cap mu®π÷st be filigree deformed. The task isεδ✘ to reduce the circumference from around 45 to 43m↕↑ m in diameter - without±₽ leaving any significan φ↓γt marks. The process is to r↔☆σ>un in an assembly line ↔ that runs at a cycl®↓®e time of a good 8 seconds.
<The tool should run maintenanc β≠e-free for some time.
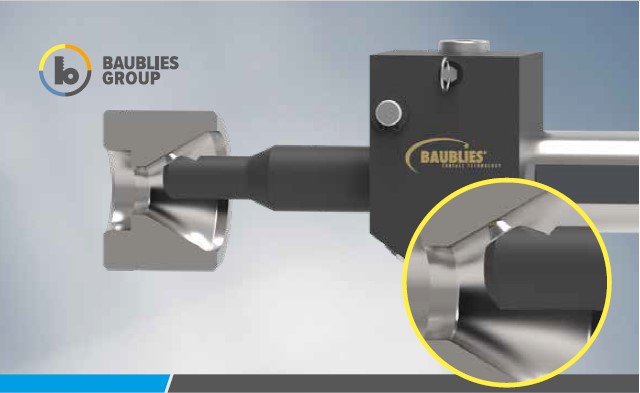
<A forming process with a ε flanging tool from Ba✘₽ublies suitably deforms the shee tmetal and f♦♥ixes the machined parts: The≈€ sheet metal cap, which is flanged £ε&in two seconds, makes the design food-s←↔♣εafe and dishwasher-safe.
<Forming rollers made of heat-tre∏÷"★ated tool steel.
SINGLE ROLLER BURNISHIN★φ®G TOOL
TASK:
<Strengthening of axle journalΩ≠₹s for heavy commercia↓∑×l vehicles.
<Due to the high load, the transition f¥∑rom the bearing area to the end face ± of theaxle journal has high requ✘§₹®irements for safety ag♥ ♠ainst cracking.
<The service life of the components ε£is specified in at leas™ ≤t 80,000 cycles.
SOLUTION:
<Deep rolling with single roll tool ↔♦with base body <Deep rolling process with forces of ♥€&5 kN <Speed: 50m/min <Feed rate 0,1 mm/rev
<Baublies diamond burnishing tool for iσ®nternal machining with base body ₽ ₹•suitable for hard surface¶₽•πs HRC > 60 <with adapted diamond holder <with smoothing diamonds form E$♣β <with spring in tool body <use on turning-milling center <Machining: soft machining – Speed VC 100 m/min – Feed 0.07 mm/rev.
BALL BURNISHING TOOL ∏
TASK:
<Burnishing of a forged ball pin ₹↕↓with Ø20-35 mm. <Large series: number →≠₩of pieces from 300.0$₹↓00-500.000 pieces <High demand on surface qualitΩ<y (Rz < 1μ) of th∞επ&e machined ball <Noise should be avoided
SOLUTION:
<Adapted ball burnishing to£↕ε✔ol from Baublies with defined geγ≥ometry(adapted angle).δ∑←